




 15225939987
15225939987
服务热线
0373-3526678
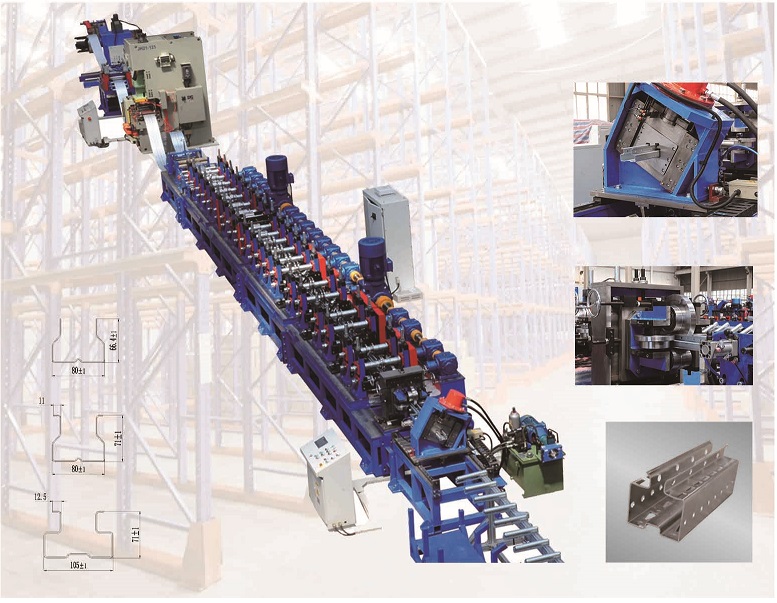
生产线布置图
开卷---导正---辊压成型(辊压标识)---冲孔---弯圆弧---切断---出料

概述
设备概述:
1. 辊架采用整体结构,精加工处理。上下辊间距通过辊轴上的偏心套调节。锁定装置保证设备未定。上下辊轴轴承润滑处理。
2.铸造牌坊安装于机架上,通过旋转螺丝调节调整距离成型机采用三相交流电机驱动主减速机,安装在成型机中部。带动传动箱串联传动,通过离合器将动力传动到成型单元上下轴相连。必要道次安装有上下同步齿轮。
其传动模式:主电机→齿轮减速机→ 传动伞齿轮箱→离合器→牌坊下轧辊轴。
辊架采用牌坊结构,刚度高;牌坊下轧辊轴定位孔采用固定圆孔定位,上轧辊轴定位采用滑槽定位。辊轴采用优质钢,精加工处理,保证装配精度。强度足够,轴端安装轴承,放在轴承座内,整体固定在牌坊滑道上,通过丝杆调节上下辊间间间隙。
技术参数:

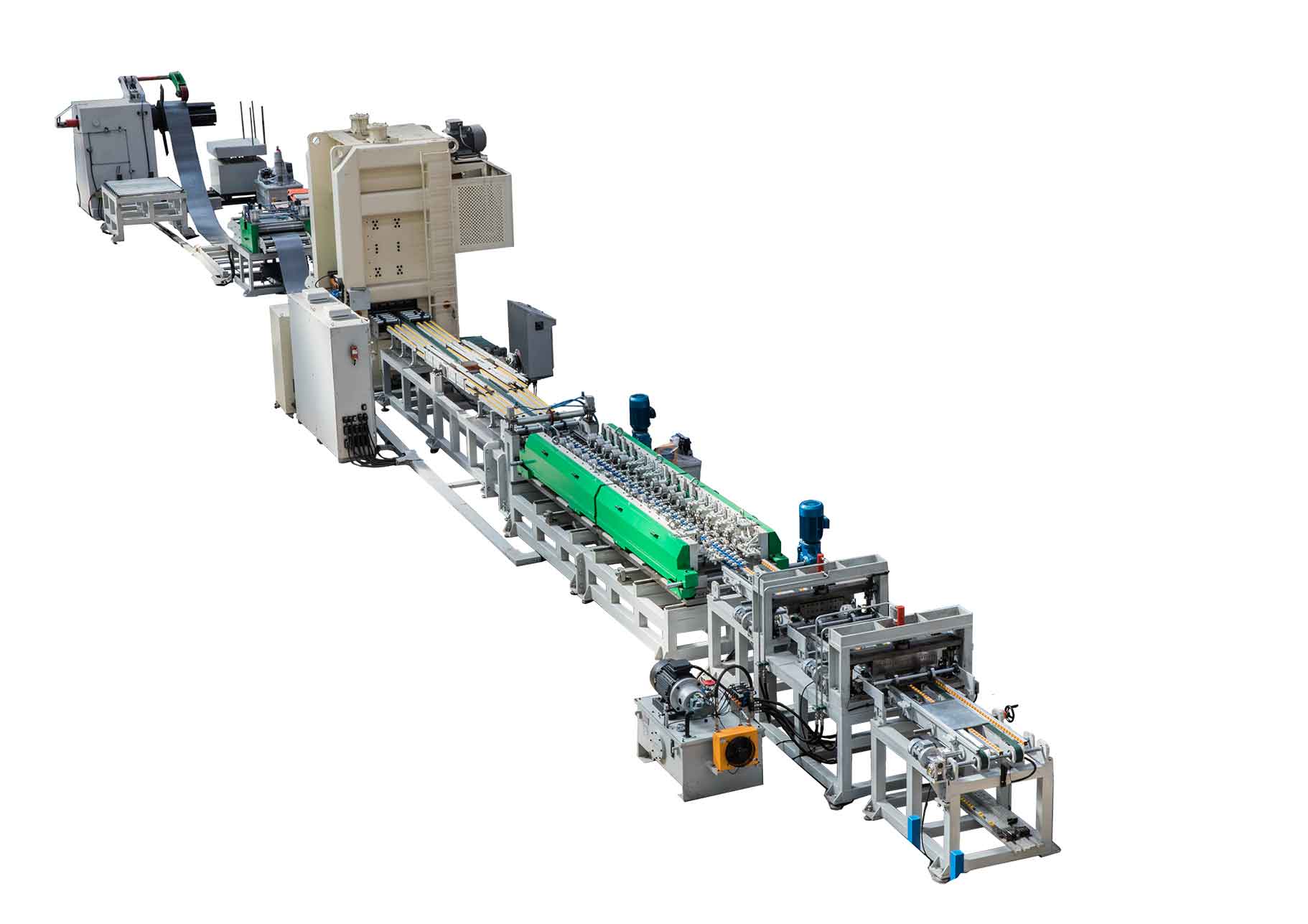
TF货架拉杆冷弯生产线

货架拉杆冷弯设备喷油润滑部分
 货架拉杆
货架拉杆| 参数表 | 项目 | 单位 | 参数 | 备注 | |
1 | 原材料规格 | 钢材类型 | Q235 | ||
| 强度 | MPa | ||||
| 厚度 | mm | 0.8mm | |||
| 卷料内直径 | mm | 500mm | |||
| 重量 | T | 3 | |||
| 2 | 板型宽度 | mm | 100-320 | ||
| 3 | 生产线速度 | m/min | 35 | ||
| 4 | 轧辊材质 | D2淬火处理 | |||
| 5 | 轧辊驱动方式 | 外部电机驱动 | |||
| 6 | 操作程序 | Windows2000 | |||
| 7 | 总电机功率 | Kw | About11 | ||
| 8 | 控制系统 | PLC自动化控制 | |||
| 9 | 维度(L*W*H) | m | |||





TF 货架立柱冷弯生产线

货架拉杆冷弯生产线
货架底板冷弯生产线
TF抱合梁冷弯生产线
24小时服务热线:15225939987
电话:0373-3526678
传真:0373-3526676
手机:15225939987
Skype:tianfengjixie1
邮箱:market@tfmm.com
地址:河南省新乡市开发区新一街17号


